
MOULD MANUFACTURE
Rapid production using laminated steel and epoxy / Laser cutting / CAD technology
Georg Kaufmann Formenbau (CH-45443 Busslingen; www.gktool.ch), Swiss producer of precision equipment for back injection moulding and back compression moulding, is applying a new rapid tooling method to fabricate steel injection moulds for prototype parts and small runs. The company claims that the moulds, assembled from layers of sheet steel, can be designed and built in eight to twelve weeks, adding that the process reduces manufacturing costs by around 20%.
Three-dimensional computer-aided design (CAD) data files of the two cavity halves are generated using special software to generate a layer structure at right angles to the mould parting line. The thickness of each “slice” corresponds to the gauge of the steel sheet.
Three-dimensional computer-aided design (CAD) data files of the two cavity halves are generated using special software to generate a layer structure at right angles to the mould parting line. The thickness of each “slice” corresponds to the gauge of the steel sheet.
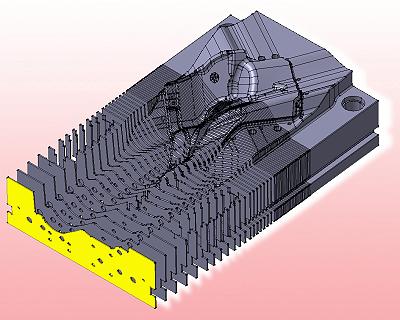 | |
Prototype moulds can be produced quickly and at low cost by using the
LOM technology for building cavities from multiple layers of sheet steel
(Illustration: Georg Kaufmann Formenbau)
The laminated object manufacturing (LOM)-based process uses epoxy-coated steel sheet. To build the mould, corresponding core and cavity slices are cut by laser from the same sheet using the CAD data, the core and cavity sections of each slice remaining interconnected by thin webs. Each numbered section is then cleaned and deburred to maintain strict dimensional tolerances.
The slices are then stacked in sequence and clamped with spring-loaded tie rods. The stack is heated slowly and uniformly to 200 °C in a furnace where it is held for several hours to allow the steel and epoxy layers to fuse tightly together and bond into a “solid” mass.
After cooling, the tie rods are removed and the web links between the core and cavity sections are severed. The surfaces are then further machined and ground where necessary before the mould is assembled. The company says that the steel sheets are joined so well in the heat treatment that the layer structure is no longer visible to the naked eye after grinding.
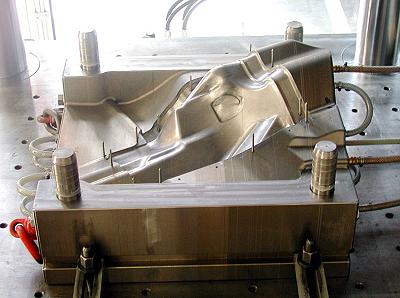 | |
According to Georg Kaufmann, this injection mould composed of laminated steel sheets
took only two weeks to manufacture (Photo: George Kaufmann Formenbau)
The manufacturing process is aided through the ability to produce the holes for the tie rods, guide bars, slides and ejector pins during the laser cutting process. Large cooling channels following the surface can also be introduced to ensure uniform cooling.
23.12.2004 Plasteurope.com [200883]
Published on 23.12.2004